Main शाफ्ट :Mएटिरियल 50Mn उच्च-गुणवत्तेचे कार्बन स्ट्रक्चरल स्टील आहे, ज्यामध्ये C सामग्री 0.48 ते 0.56%, Si सामग्री 0.17 ते 0.37%, Mn सामग्री 0.7 ते 1.0%, S सामग्री 0.035% पेक्षा कमी, P सामग्री 0.035% पेक्षा कमी, आणि Cr सामग्री 0.25 ते 0.30% पेक्षा कमी, Ni सामग्री 0.30% पेक्षा कमी, आणि Cu सामग्री 0.25% पेक्षा कमी आहे. त्यापैकी, Mn मिश्रधातू स्टीलमधील एक महत्त्वाचा घटक आहे, जो सामग्रीची लवचिकता आणि प्लॅस्टिकिटी सुधारू शकते, पुरेशी कडकपणा आणि पोशाख प्रतिकार सुनिश्चित करू शकते.उष्णता उपचारानंतर, 50Mn स्टीलमध्ये उच्च शक्ती आणि कडकपणा, उत्कृष्ट प्रवेश, खोल कडक होणारा थर, आणि उत्कृष्ट परलाइट टेक्सचर आणि चांगले यांत्रिक कार्यप्रदर्शन असते.
मुख्य शाफ्टच्या डिझाईन मानकांसाठी 2 ते 7 मिमीच्या कडक थराची खोली आणि 50 ते 62 HRC ची टेम्परिंग कठोरता आवश्यक आहे.
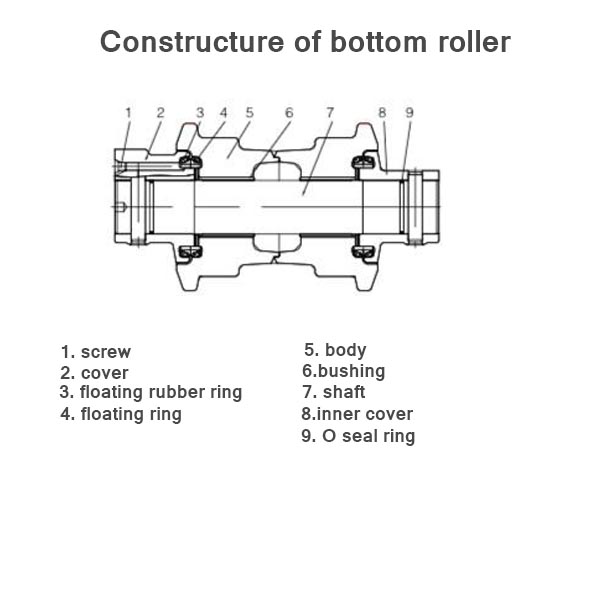
शरीर :च्या पोशाख प्रतिकार सुधारण्यासाठीtरॅक रोलर's शरीर, सामग्री 40Mn2 मिश्र धातु स्ट्रक्चरल स्टील आहे, ज्यामध्ये C सामग्री 0.37 ते 0.44%, Si सामग्री 0.17 ते 0.37%, Mn सामग्री 1.4 ते 1.8%, P सामग्री 0.030% पेक्षा कमी आणि S सामग्री श्रेणी 0.030% पेक्षा कमी.
द तळाचा रोलरशरीराला फोर्जिंग प्रक्रियेने मोल्ड केले जाते. मोल्डिंगनंतर, चाकाच्या शरीरात उच्च सामर्थ्य, प्लॅस्टिकिटी, कणखरपणा आणि एकूण यांत्रिक कार्यप्रदर्शन राखण्यासाठी 26-32HRC ची कठोरता प्राप्त करण्यासाठी रफ व्हील बॉडी टेम्पर केली जाते.सपोर्ट व्हील रेल पृष्ठभागाचा कडकपणा आणि पोशाख प्रतिरोध वाढवण्यासाठी व्हील बॉडी पृष्ठभागावर शमन प्रक्रिया केली जाते. शमन कडकपणा 50-58HRC आहे, ज्याची खोली 6-12 मिमी आहे.याचा परिणाम रेल्वेच्या पृष्ठभागाची कडकपणा आणि साखळी लिंक संयुक्त कडकपणा (48-58HRC) यांच्यात मूलभूत समानता दिसून येतो.
शिक्का:चे आकार आणि पृष्ठभागाचा खडबडीतपणाओ आकाराची रिंगडिझाइनच्या आवश्यकतांशी सुसंगत असावे. वीण पृष्ठभाग गोलाकार असावा, आणि कोणत्याही burrs आणि तीक्ष्ण कडा साफ करणे आवश्यक आहे.
फ्लोटिंग सील रबर आणि ओ-अंगठीउच्च-गुणवत्तेच्या ब्यूटाइल रबरमधून निवडले पाहिजे. आतील व्यास, धाग्याचा आकार, लवचिकता, कडकपणा (शोर) आणि पृष्ठभाग पूर्ण करणे या सर्व मानकांचे पालन केले पाहिजे.असेंब्लीपूर्वी, वरील सर्व बाबींची तपासणी केली पाहिजे आणि स्थापनेपूर्वी वरील मानकांनुसार पात्रता प्राप्त केली पाहिजे.
अंतर :एक्सल मुख्य अक्ष आणि हब बेअरिंग वरील क्लिअरन्सरोलरशरीर 0.2-0.4 मिमी असावे. फिरत असताना, ब्लॉकिंग नसावेसमस्याआणि चांगले सीलिंग कार्यप्रदर्शन, तेल गळती नाही.
स्नेहन :मध्ये बेअरिंग तेलट्रॅक रोलr तेल पंप वापरून इंजेक्ट केले पाहिजे. जेव्हा आवश्यक असेल तेव्हा, स्नेहन तेलाची चिकटपणा योग्यरित्या वाढविली जाऊ शकते.बेअरिंग ऑइल इंजेक्ट करण्यापूर्वी, अप्रचलित स्नेहक बाहेर काढून टाकावे.त्यानंतर, तेल बाहेर येईपर्यंत नवीन वंगण तेल प्लग होलमध्ये जोडले पाहिजे.स्नेहन तेल इंजेक्ट करताना, हब कॅप स्क्रू काढून टाकला पाहिजे आणि ऑइलिंग उपकरणाचा ऑइलिंग एंड ऑइल चॅनेलमध्ये खांद्यावर दाबला पाहिजे. ऑइल प्लगचा घट्ट होणारा टॉर्क 157-255 Nm दरम्यान नियंत्रित केला पाहिजे.
पोस्ट वेळ: एप्रिल-०५-२०२३



